

Tel.: +49 (0) 3721 395312
Fax.: +41 (0) 3721 395333
Mail: shop@rolloexpress.com
Servicezeiten:
Montag - Freitag: 08:00 - 19:00 Uhr
Samstag: 09:00 - 13:00 Uhr
- Versand
- Kostenloser Musterversand
- Versandinformation
- Reklamation
- Widerruf
Unsere Versandpartner:
- Bezahlung







 Facebook
Facebook Twitter
Twitter Pinterest
Pinterest Youtube
Youtube Blogspot
Blogspot

Stoffauswahl
Laut DIN EN 13120 gelten seit September 2014 besondere Regeln zur Kindersicherheit bei innenliegenden Beschattungsanlagen, deren Bedienung mit Zugschnüren oder Bedienketten erfolgt. Ausführliche Informationen dazu finden Sie hier.
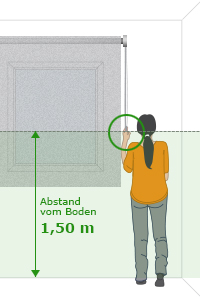
Die Norm besagt unter anderem, dass Zugschnüre und Bedienketten für Rollos und andere Sonnenschutzanlagen, um die Gefahr der Strangulation für Kleinkinder zu minimieren, in einer Höhe von mindestens 1,50 m über dem Boden angebracht sein müssen. Wir bitten Sie, dieses Maß zu beachten. Da wir nicht wissen können, in welcher Höhe Sie die Anlage montieren möchten, lassen wir auch andere Maße als die ab Werk vorgegebenen zu. Wir müssen aber darauf hinweisen, dass die von Ihnen gemachten Angaben dazu führen können, dass die Anlage nicht mehr den Regelungen und Normen zur Kindersicherheit entspricht.
Nach Bestätigung der Kenntnisnahme dieses Umstands, können Sie mit Ihrem Einkauf fortfahren.
Sofern Sie zustimmen, erfassen wir anonymisierte Daten über Ihre Nutzung unserer Webseite, um die Leistung zu messen und zu verbessern. Wir verwenden dazu Google Analytics. Weitere Informationen und einen Link zu den Datenschutzgrundsätzen von Google finden Sie in unserer Datenschutzerklärung.

-
 Start
Start
-

-
Produkte
-

-
Filter
-

-
Service